Thermo expandable microcapsulesKUREHA Microsphere
KUREHA Microsphere S series
- S series, can be foamed above 190℃ and are suitable for foam molding of engineered plastics and elastomers.
- When molding by blending with pellets, we recommend masterbatch with excellent dispersibility.
- As a guideline for additive amount of masterbatch, we recommend 2 to 3% for weight reduction and 2% or less for sink mark prevention.
| Series | Grade | Average particle size before expansion (μm) |
Average particle size after expansion (μm) |
Expansion ratio | Expansion start temperature (Tstart) (℃) |
Maximum expansion temperature (Tmax) (℃) |
|---|---|---|---|---|---|---|
| S | S1940 | 15-25 | 90-170 | 300-400 | 150-170 | 190-210 |
| S2340 | 15-25 | 70-140 | 100-170 | 170-190 | 230-245 | |
| S2640 | 15-25 | 70-140 | 100-170 | 190-215 | 250-265 |
Characteristics of each grade
- S1940 : The highest expansion ratio, which is suitable for aggressive density reduction.
- S2340 : It's suitable for applications with molding temperatures from 190 to 230℃. Suitable for expansion of engineered plastics such as PP and ABS.
- S2640 : The highest temperature sphere suitable for process temperatures that range from 230℃ to 260℃ or when avoiding expansion in step-1 of a 2-step molding process.
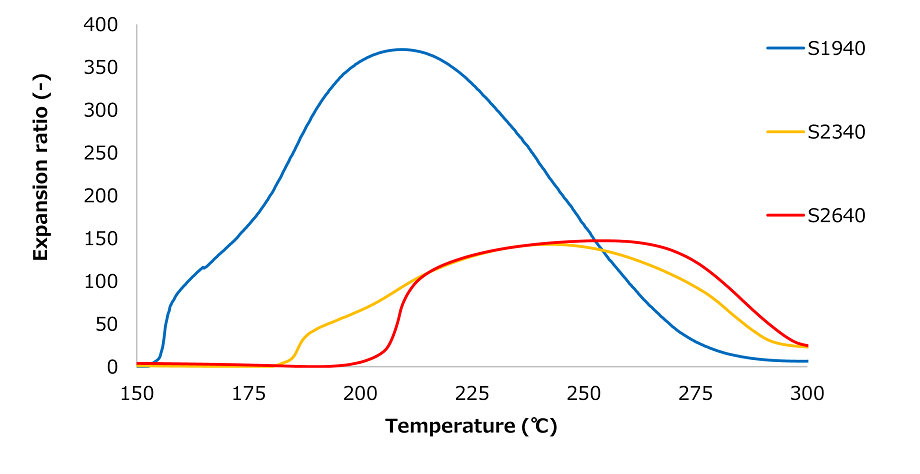
※ Expansion ratio is calculated by measurement value of thermal mechanical analysis and expanded.
Masterbatch grades
| Masterbatch Grade | Microsphere Grade | Base Polymer | Content (wt%) |
Average particle size (μm) |
Expansion Start Temperature (Tstart) (℃) |
Maximum Expansion Temperature (Tmax) (℃) |
|---|---|---|---|---|---|---|
| MB-S9LC | S1940 | LDPE* | 50 | 15-25 | 150-170 | 190-210 |
| MB-S3LC | S2340 | LDPE* | 50 | 15-25 | 170-190 | 230-245 |
| MB-S6LC | S2640 | LDPE* | 50 | 15-25 | 190-215 | 250-265 |
*LDPE : Low density polyethylene

Movie : Foam molding used KUREHA Microsphere
Extrusion foam molding
Extrusion foam molding : Example of process conditions
| Masterbatch Grade | Matrix Resin | C1 | C2 | C3 | C4 | Die (℃) |
Resin temperature (℃) |
|---|---|---|---|---|---|---|---|
| MB-S3LC | ABS | 130 | 180 | 230 | 230 | 190 | 210-220 |
| MB-S6LC | TPV | 130 | 150 | 250 | 230 | 190 | 220-230 |
*C1-C4:Cylinder temperature (℃)

Injection foam molding
- Short shot method used in injection molding.
- Method in which small amount of melt is injected with respect to volume of cavity (Fig. A), and the space is filled by foaming (Fig. B).
- Specific gravity of the product depends on the amount of injected resin.
- KUREHA Microsphere expands when pressure drops (after passing through the nozzle).
- Recommend attachment of shut-off nozzle to prevent from resin dripping.


Injection foam molding : Temperature condition example
| Masterbatch Grade | Matrix resin | C1 | C2 | C3 | C4 | Mold temperature (℃) |
|---|---|---|---|---|---|---|
| MB-S3LC | PP | 160 | 210-230 | 50-80 | ||
| MB-S6LC | PA12 | 200-210 | 230-250 | 30-50 | ||
*C1-C4:Cylinder temperature (℃)
Physical Property
| Masterbatch Grade | - | MB-S3LC | MB-S6LC | ||||
|---|---|---|---|---|---|---|---|
| Matrix resin | - | PP | PA12 | ||||
| Dosage | wt% | 0 | 1 | 3 | 0 | 3 | 6 |
| Density | g/cm3 | 0.88 | 0.73 | 0.67 | 0.99 | 0.85 | 0.78 |
| Expansion ratio | - | 1.0 | 1.2 | 1.3 | 1.0 | 1.2 | 1.3 |
| Light weight ratio | % | 0 | 17 | 23 | 0 | 14 | 21 |
| Flexural Strength (ASTM D790) | MPa | 35 | 27 | 22 | 34 | 27 | 25 |
| Flexural Modulus (ASTM D790) | MPa | 1182 | 1058 | 850 | 885 | 700 | 665 |
Sectional images of PA12 foams (MB-S6LC : 6 wt%)

- Size : 128 mm x 12.8 mm x 12.8 mm
- Expansion ratio : 1.3 times
- Particle size (Closed cell) : 50 ~ 80 μm
Improved moldability
- The use of KUREHA Microsphere improves moldability (prevention of sink marks).
- 2% or less of masterbatched microspheres can improve molding performance.
Photo: Molded piece
-

without KUREHA Microsphere
-

with KUREHA Microsphere
Contact for Inquiries
- Product Groups
- Search by Application
-
Advanced Materials
-
Polyphenylene sulfide (PPS)
- Fortron KPS
-
Polyvinylidene fluoride (PVDF)
- KF Polymer
- KF Piezo
-
Carbon Products
- KRECA Carbon Fiber
- BAC
-
Polyglycolic acid (PGA)
- Kuredux
-
Microsphere
- KUREHA Microsphere
-
-
Specialty Chemicals
-
Pharmaceuticals
- KREMEZIN / COVALZIN
-
Agrochemicals
- Metconazole
- Ipconazole
-
Industrial Chemicals
- Inorganic Chemicals
- Organic Chemicals
-
-
Specialty Plastics
-
Household Products
- NEW Krewrap
- Kichinto-San Series
-
Commercial-use food packaging materials
-
Krehalon Film /
Kureha Auto Packer (KAP)
-
Fishing Lines
- SEAGUAR
-
- Construction & Other Services